




發表時間: 2024-11-02 10:52:01
作者: 石油化工設備維護與檢修網
瀏覽: 388
檢修的主要步驟
第一階段:切斷主電動機和輔助系統的電源,確認所有的輔助系統全部停運,壓縮機本體用氮氣置換合格,設備的出入口管線安裝了盲板,辦理相關的檢修作業手續,具備檢修條件。
第二階段:拆卸對檢修作業有影響的設備本體上的儀表、電器元件,如熱電偶;拆卸所有輔助連接部件,潤滑油管線;拆卸聯軸器。
第三階段:拆卸葉輪軸外殼,測量轉子的軸向間隙。
第四階段:拆卸葉輪、停車密封、機械密封、浮環密封,檢查部件磨損情況,確定需要更換的備件,對殼體內部以及葉輪進行清理;測量軸瓦的配合間隙。
第五階段:安裝機械密封,整體回裝。
第六階段:安裝聯軸器,加入潤滑油,驗收試車,交付檢修資料。

檢修過程
(1)第一階段的步驟
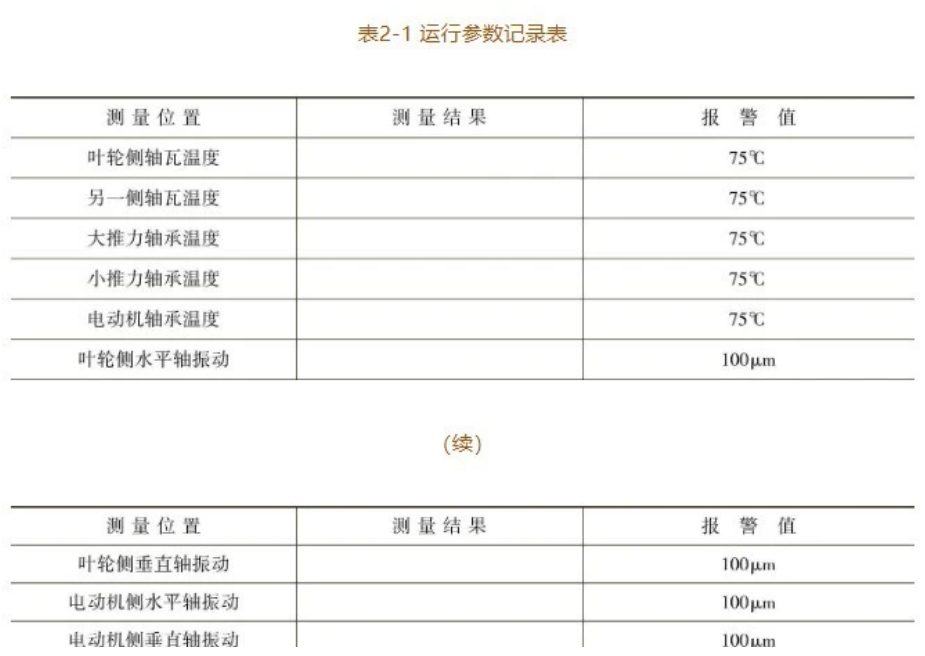
1)停機前測量壓縮機的振動值,離心機設有在線測量儀器,直接讀出數值,填寫在表格內,作為機組檢修前的檔案資料。
2)現場查看潤滑油的溫度值、壓力值,并進行記錄。
3)按操作規程,停止壓縮機的電動機。
4)停止輔助系統的潤滑油泵。
5)停止冷卻水系統。
6)系統降壓,壓縮機用氮氣置換。
7)在取樣點取樣,化驗合格為止。
8)切斷電源,辦理斷電手續。
9)排出壓縮機內的潤滑油,用油桶裝好。
10)辦理相關作業票據以后,進行檢修。
11)壓縮機的出、入口安裝盲板。
(2)第二階段的步驟
1)拆卸與壓縮機相連的氮氣、潤滑油、循環水管線,在拆卸時要做好記號,便于將來的回裝。拆卸下來的管線法蘭密封處要保護好,防止損壞密封面,同時防止異物進入管線內,記錄管線法蘭墊片的尺寸。
2)檢查并清理管線法蘭密封面,如果密封面出現劃痕、凹坑等缺陷,要進行處理。
3)拆卸壓縮機本體上的振動檢測探頭,以及其他參數的測量儀器,用白布包好。
4)拆下聯軸器保護罩螺栓及定位銷,如圖2-2所示。在聯軸器的連接法蘭上做好記號,使用專用套筒扳手拆下聯軸器的連接螺栓,并將聯軸器拆下來放好。
5)對壓縮機與電動機進行同心度測量,首先安裝同心度找正工具,把測量的結果做好記錄。電動機軸中心的高度要比壓縮機側的高度低0.2~0.25mm,如圖2-3所示,這是由于電動機的轉子軸瓦間隙與壓縮機的軸瓦間隙值不同所致,當壓縮機靜止不動時,要提前留出余量,這樣,在運轉以后,才能達到同一中心。在電動機一側,轉子軸向有竄量,移動竄量的距離在1.3~1.7mm之間。
6)檢查撓性聯軸器的外觀,查看是否有裂紋情況,圖2-4為撓性聯軸器的實物圖片。
圖2-2 拆下聯軸器保護罩螺栓及定位銷
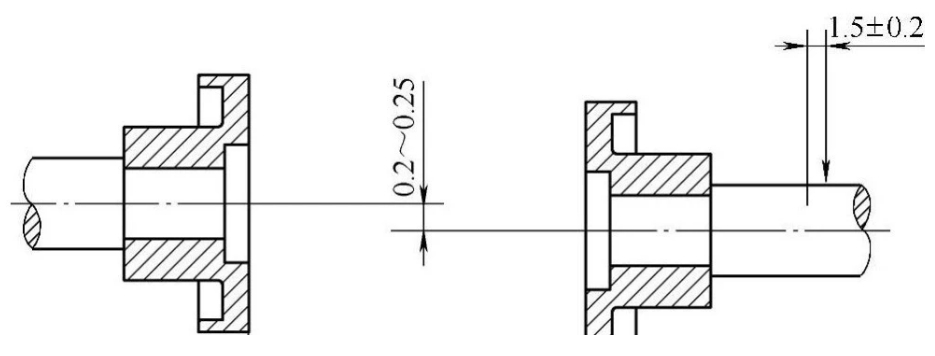
圖2-3 壓縮機與電動機的同心度測量
(3)第三階段的步驟
1)由于壓縮機的葉輪側重量較大,當壓縮機的聯軸器拆卸以后,需要用附加的支承座來支承壓縮機的殼體部分,目的是防止壓縮機出現傾斜。安裝壓縮機的支承座,緊固好螺栓,此螺栓為專門加工的,支承座作為專用工具已經提前做好。圖2-5所示為支架示意圖,圖2-6所示為支承座實物圖片。
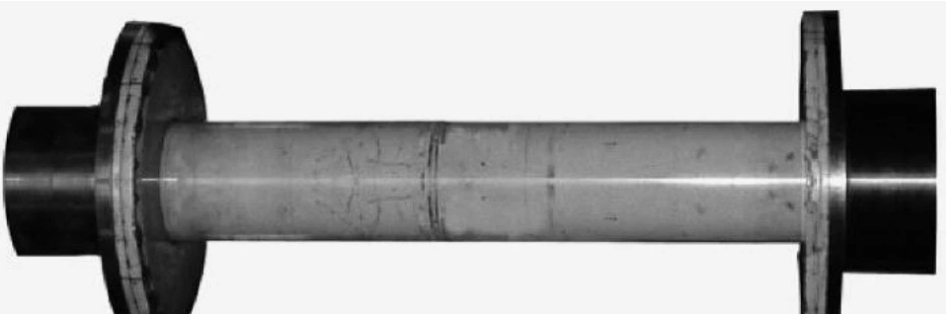
圖2-4 撓性聯軸器
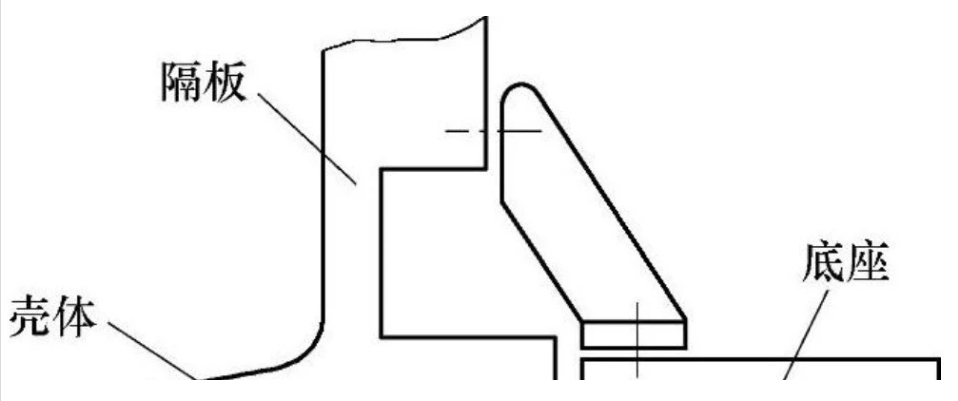
圖2-5 支架示意圖

圖2-6 支承座

圖2-7 安裝螺孔
2)在壓縮機上,加工有拆卸和安裝用的螺孔,即螺孔1和螺孔2,如圖2-7所示。首先將四塊專用壓板固定在壓縮機的殼體上,用螺孔1將壓板固定好,如圖2-8所示。固定好壓板以后,用4條M42×380的螺栓擰進螺孔2內,這四條M42×380的螺栓起到頂絲的作用,上緊螺栓,使得葉輪外殼部分向里移動,移動的距離為0.3mm。這樣卡環就與殼體有了0.3mm的間隙,有了間隙以后,就可以將卡環拆卸下來。在葉輪的端面與壓縮機的殼體端面有一個線徑為7mm的O形環,這0.3mm的間隙實際是壓緊O形環以后,擠出來的間隙。卡環是4瓣的圓環,用于固定葉輪外殼與機體外殼。
3)參見圖2-7拆卸卡環上的固定螺栓,如圖2-9所示。

圖2-8 安裝壓板

圖2-9 拆卸固定螺栓
4)每個卡環上有兩條頂絲孔,用頂絲將卡環頂出來以后,卡環的拆卸順序是,先拆上面的卡環,然后吊出來;接下來拆卸左邊的卡環,然后吊出來;再拆卸右面的卡環,然后吊出來;最后拆卸下面的卡環,然后吊出來。圖2-10為吊出上面的卡環。
5)用同樣的方法,拆卸里面的四個卡環,吊到地面上。
6)再次將四塊專用壓板固定在壓縮機的殼體上,同樣固定在螺孔1上,用頂絲將葉輪軸外殼頂出來,向外頂出80mm,然后將壓板拆下來。
7)通過壓縮機殼體底部設置的兩個絲杠,絲杠設置在壓縮機的兩側,如圖2-11所示,兩側同時轉動螺母,用絲杠將葉輪軸外殼整體拉出來,兩側要均勻拉出,拉出的距離為600mm。葉輪側殼體設有支撐架,支撐架在軌道上。

圖2-10 吊出上面的卡環

圖2-11 拉出的絲杠
8)用鋼絲繩系在葉輪吊裝部位,當葉輪離開壓縮機的結合面以后,靠人力將葉輪推出來,如圖2-12所示,此時,葉輪軸和外殼是整體拉出來的。
9)整體移出來以后,將葉輪軸外殼用起重機放置在寬敞的位置,且放置在木方上,如圖2-13所示。

圖2-12 拆卸出的葉輪
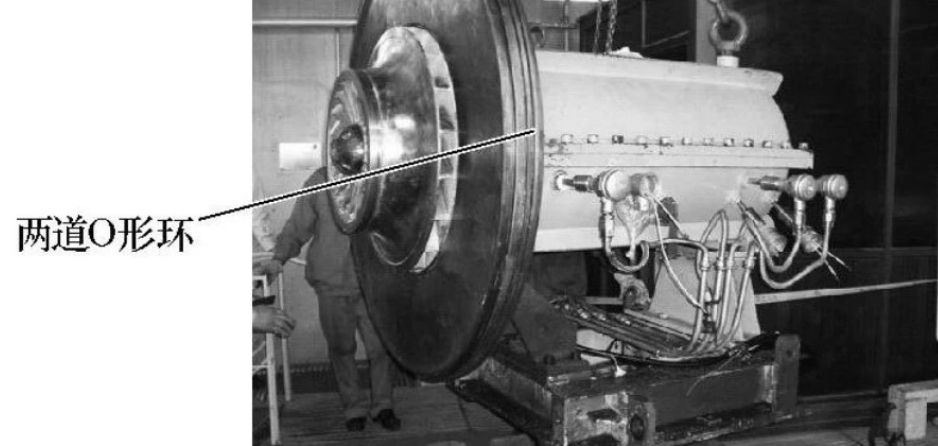
圖2-13 葉輪軸
10)由于葉輪的重量較大,放置在木方上面會傾斜,因此,在葉輪轉子的基礎上安裝固定支座,保證葉輪的安全穩定,不會傾倒,如圖2-14所示。
11)測量轉子的軸向間隙,將千分表座固定在軸承箱上,千分表觸頭置于聯軸器端面,將千分表的指針調到0的位置,軸向移動轉子,測出數據,并做好記錄。軸向間隙的標準值為0.2~0.3mm,極限值不大于0.5mm。
12)拆入口擴壓器,將專用支架安裝在殼體上,支承桿固定于入口端,然后用拉力桿將擴壓器拉出,用起重機放在地面上,地面上鋪上橡膠板。圖2-15為壓縮機入口結構圖片。

圖2-14 固定支座
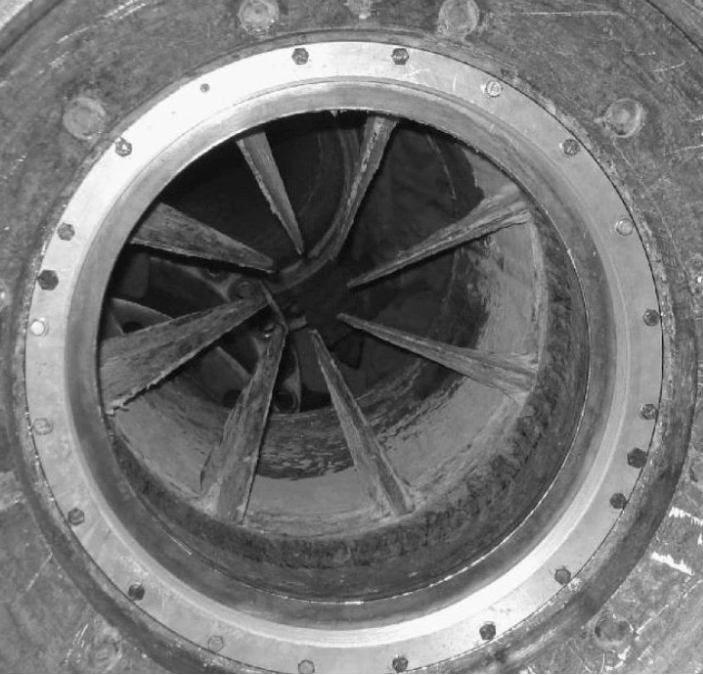
圖2-15 壓縮機入口結構
(4)第四階段的步驟
1)葉輪用鎖緊帽通過鎖緊螺栓固定在軸上,如圖2-16所示。
2) 清理干凈內六角螺母的塑化物,拆下鎖緊帽的內六角螺栓及四個鎖緊螺釘,卸下葉輪鎖緊帽,如圖2-17所示。拆下螺栓以后,要清理螺母和螺栓螺紋內的塑化物。
3)在葉輪上安裝好鋼絲繩,并用起重機固定住,稍微拉緊鋼絲繩,起到保護葉輪的作用,鋼絲繩要用包布,防止損壞葉輪。

圖2-16 葉輪固定螺母
4)安裝拆卸葉輪的專用工具,用頂絲將葉輪拉出來,要均勻擰緊頂絲,如圖2-18所示。

圖2-17 拆下鎖緊螺釘和鎖緊帽
a)鎖緊螺釘 b)鎖緊帽
5)吊下葉輪,并放在合適位置。
6)拆卸葉輪軸上的兩個傳動鍵,在傳動鍵上設有固定螺釘,首先拆卸固定螺釘,然后取出傳動鍵,如圖2-19所示。檢查鍵槽是否有缺陷,對毛刺、尖角處進行研磨處理。
7)檢查葉輪流道及葉輪情況。
8)用深度尺測量推力盤到軸端面的距離,并做好記錄,作為將來安裝葉輪軸時的基礎數據,如圖2-20所示。
9)用專用扳手,松開推力盤的鎖緊螺母,在松開之前,做好標記,將來按此位置回裝,如圖2-21所示。
10)拆卸停車密封組件,用內六方扳手拆卸固定螺栓,如圖2-22所示。
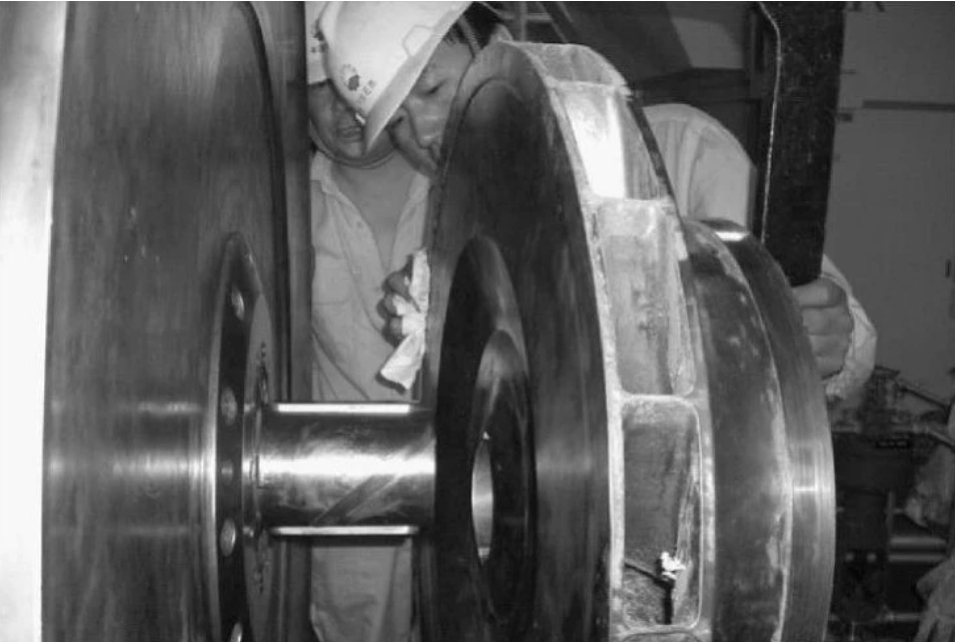
圖2-18 頂出葉輪
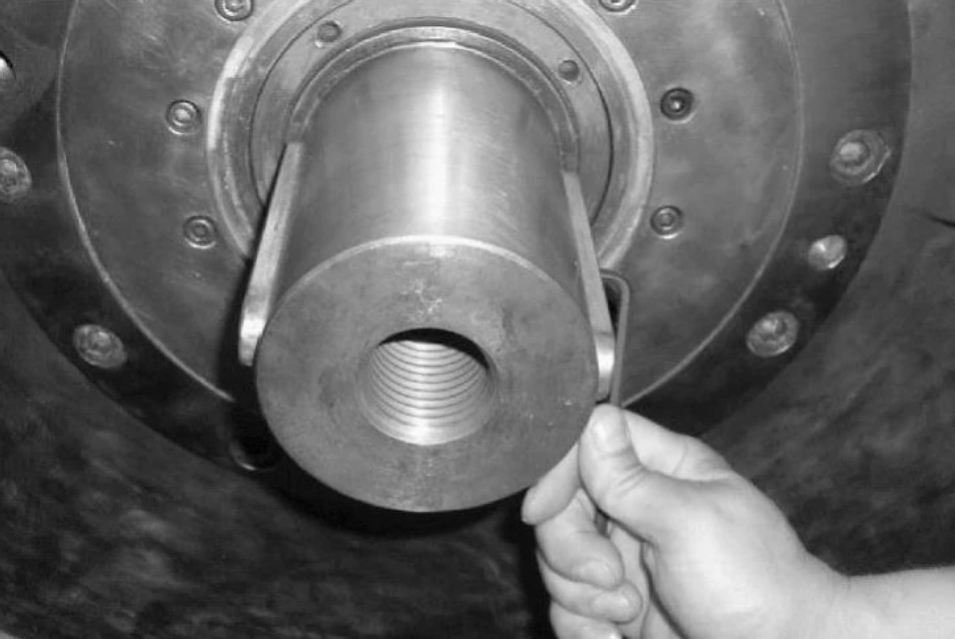
圖2-19 取出傳動鍵

圖2-20 軸向竄量

圖2-21 拆卸鎖緊螺母
11)將停車密封盒組件整體拆下,如圖2-23所示。拆下彈簧擋板螺釘,卸下彈簧擋板,小心取出16個彈簧,并保管好。

圖2-22 拆卸停車密封

圖2-23 拆卸密封盒組件
12)卸下阻尼板,拆下迷宮密封的固定螺釘,取出迷宮密封,檢查內徑表面磨損情況。圖2-24為迷宮密封環實物圖片,材質為鑄鋁,迷宮密封安裝在壓縮機的殼體上。由于迷宮密封與軸配合,一旦由于振動加大,軸與迷宮密封會出現磨損,迷宮密封選擇鑄鋁材料,目的是不能損壞傳動軸,將迷宮密封作為易損件。
13)在此處應用的迷宮密封,由于介質存在粉末,會堵塞迷宮密封的溝槽,需要拆卸下來進行清理。如果出現磨損情況,要更換新的迷宮密封件。
14)拆下平衡盤鎖緊螺母,拆下O形環。
15)拆卸平衡盤與軸套間調整墊片,墊片的厚度為1.6mm。此墊片用于調節阻尼板與平衡盤間隙。
16)使用專用工具拉出平衡盤,如圖2-25所示。
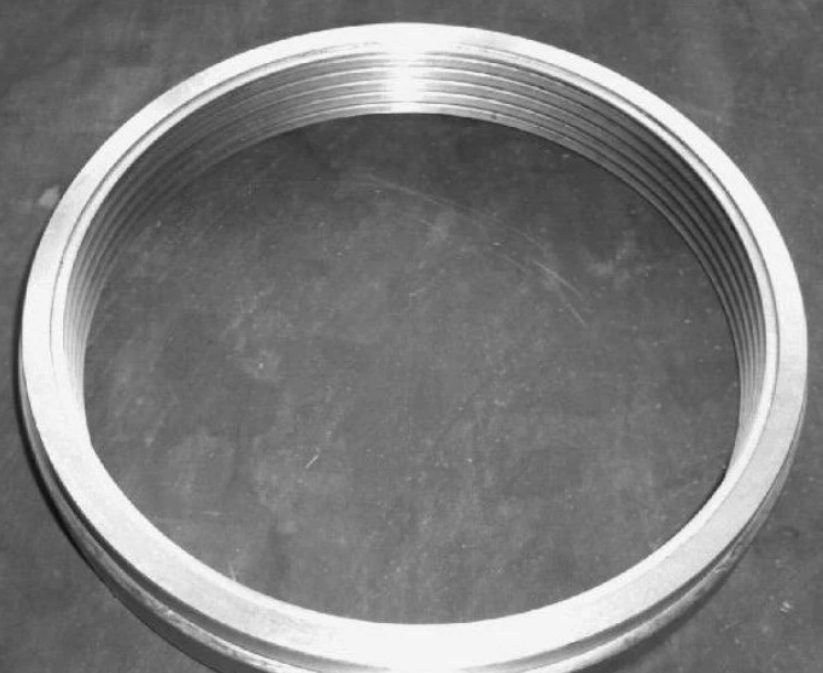
圖2-24 迷宮密封環
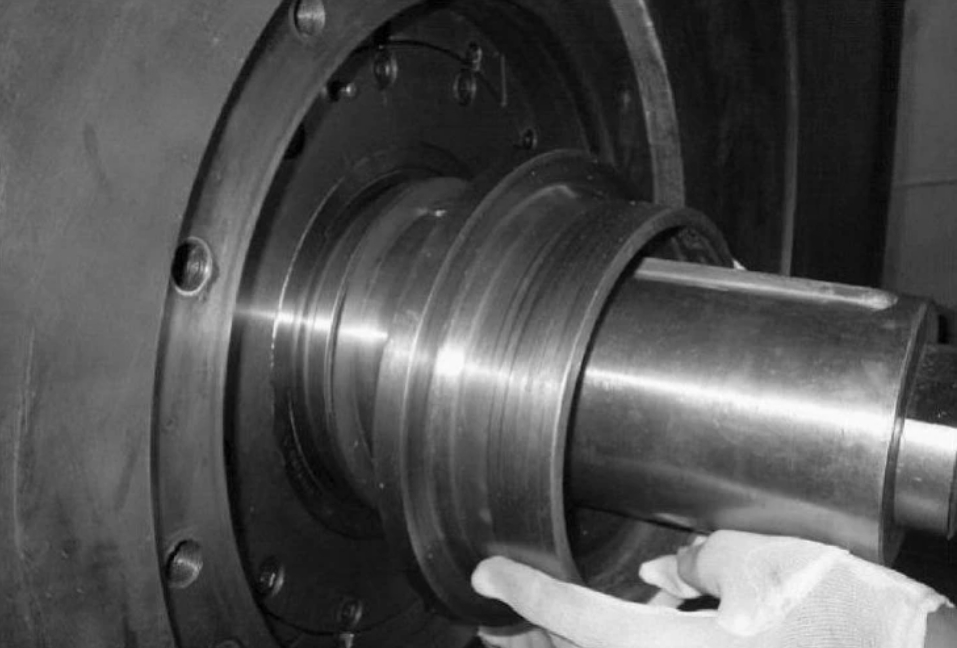
圖2-25 拆卸平衡盤
17)取下定位鍵和調節墊片,如圖2-26所示。
18)使用拉力器將間隔套拉出來,如圖2-27所示。
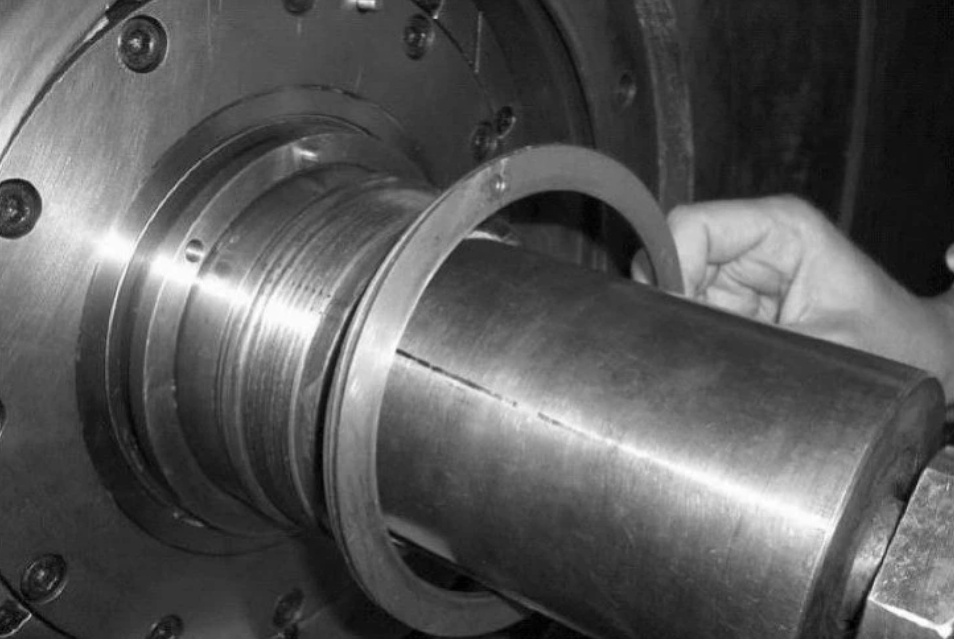
圖2-26 取下調節墊片
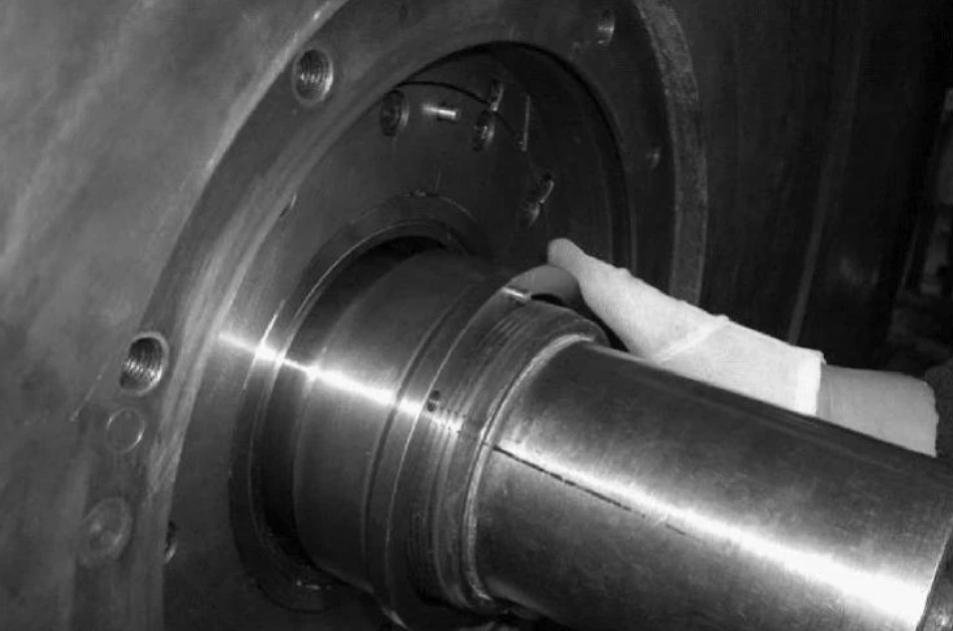
圖2-27 拆卸間隔套
19)用深度尺測量機械密封靜環組件外端面與軸端的距離,測量的數據做好記錄,這樣,就可以確定機械密封的相對位置,以便在回裝時確認是否安裝到位,如圖2-28所示。
20)測量機械密封靜環固定架外端面與動環間的軸向距離,并做好記錄。拆卸機械密封靜環固定架與殼體的緊固螺栓,如圖2-29所示。

圖2-28 機械密封相對位置

圖2-29 拆卸機械密封
21)拆卸機械密封靜環擋板的螺栓,卸下擋板。拆下機械密封靜環緊固螺栓,取出機械密封靜環組件,測量固定架外端面至靜環表面的距離,以確定目前的機械密封壓縮量,并做好記錄。
22)拆卸機械密封的動環。檢查機械密封的磨損情況,機械密封給定的壓縮量為(4.6±0.1)mm。機械密封為波紋管結構,檢查波紋管的焊接點有無開焊、裂紋等。圖2-30為機械密封金屬環(動環)實物圖片,圖2-31為機械密封波紋管(靜環)部分實物圖片。

圖2-30 機械密封金屬環

圖2-31 機械密封波紋管
23)拆浮環密封擋板螺栓,卸下擋板,取出八個彈簧,卸下浮環密封,檢查浮環密封的磨損情況。
浮環密封原理如圖2-32所示,在軸上有兩道浮環密封,一道用于封介質,另一道用于封大氣。浮環可以浮動,但受到彈簧的限制,不能轉動。密封油(現場使用的是35#白油)由進油孔進入,通過浮環與軸之間的間隙,沿著軸向流動,流進來的密封油通過擋板6和甩油環7排出腔外。
這部分密封油和泄漏的氣體一起排出去,進入分離罐,在分離罐內經過油氣分離以后,密封油可以繼續使用。當軸轉動時,浮環只能浮動,不能轉動,相當于滑動軸承的潤滑原理,在偏心圓柱間隙內形成油膜,流體動壓力將浮環托起,油膜的節流降壓作用阻止了氣體泄漏出去。
密封油的壓力通過調節閥調節,保持與介質的壓力相匹配,隨介質壓力的變化而變化,密封油的壓力值總是保持比介質壓力高0.25MPa。浮環本體材質選用不銹鋼,為了防止與軸磨損,損傷軸套,在浮環內徑處的材質為巴氏合金,圖2-33為浮環的實物圖片。
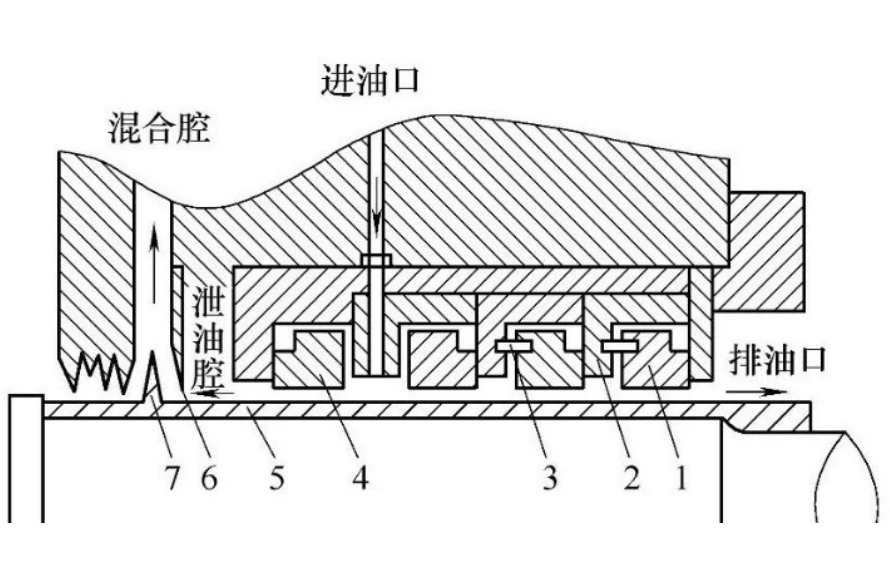
圖2-32 浮環密封原理
1—大氣側浮環 2—間隔環 3—彈簧 4—介質側浮環 5—軸套 6—擋板 7—甩油環

圖2-33 浮環
此壓縮機的浮環與軸套的配合間隙為0.20~0.24mm,浮環內徑為130mm。配合間隙越大,泄漏量越大。但間隙太小時,會出現磨損現象,從使用情況看,間隙在0.20mm時,效果最好;當間隙超過0.32mm時,泄漏量開始明顯增加。每次檢修時,都要測量配合間隙,如果超差,則要更換浮環。
24)拆卸軸承箱上蓋的固定螺栓,如圖2-34所示。將上蓋吊起放在地面上。
25)拆卸軸承箱內所有振動監測的探頭,將探頭保管好,電線接頭做好標記,然后用帶護套的鋼絲繩分別捆扎在軸承的兩端,準備測量軸承間隙。
26)將千分表座固定在軸承座上,千分表觸頭測量軸徑頂部,如圖2-35所示。千分表的指針調到0的位置,然后用導鏈緩慢起吊葉輪軸,千分表的讀數值即是軸承的徑向間隙值,測量兩次,取其平均數,并做好記錄。軸瓦配合間隙的標準值為0.26~0.30mm。

圖2-34 拆卸軸承箱上蓋

圖2-35 測量軸瓦配合間隙
27)測量的軸瓦配合間隙如果超差,要更換軸瓦。首先拆下葉輪側固定軸承的軸承座螺栓,卸下軸承座,然后用壓鉛法測量軸瓦與軸承座之間的間隙,間隙值在0.03~0.05mm之間。軸瓦為四個半圓環結構,可以實現自動調節中心,現場更換時,一般更換總成,如圖2-36和圖2-37所示。圖2-36上的四個螺栓用于固定軸瓦的相對位置,圖2-37的螺栓用于固定兩個瓦座,其上面的銷釘用于確定軸瓦的安裝位置。
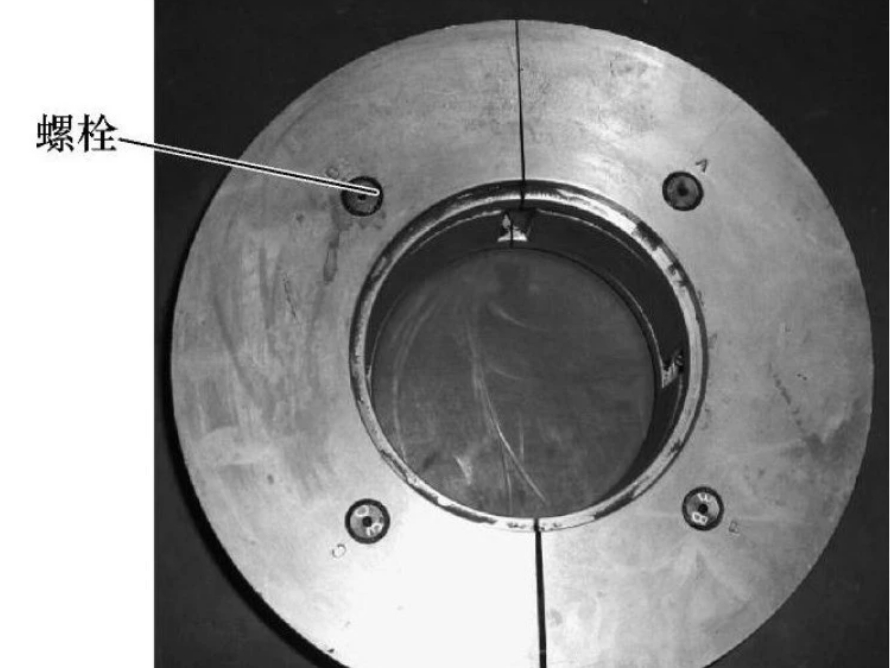
圖2-36 軸瓦(一)
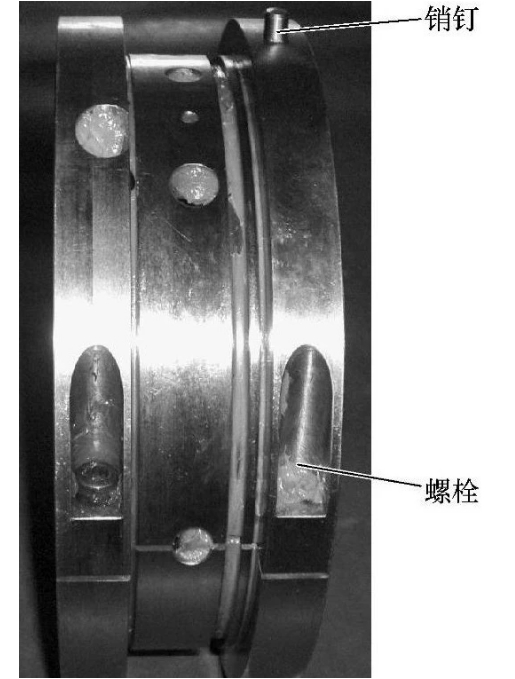
圖2-37 軸瓦(二)
28)在葉輪軸盒內有兩組止推軸瓦,承受葉輪軸兩個方向的軸向力,分別是八塊止推瓦塊和12塊止推瓦塊,兩處推力瓦的規格不一樣,如圖2-38所示。
在止推瓦塊的背面有安裝凸緣,與基座上的溝槽配合,如圖2-39所示。在瓦塊的側面也有定位槽,將瓦塊固定,如圖2-40所示。檢查止推瓦塊的磨損情況,并對各止推瓦塊的位置做好標記,如果磨損,要進行更換,安裝完以后,所有的瓦塊工作面在同一平面上。檢查清理軸瓦和止推瓦塊的潤滑油管路。

圖2-38 止推瓦塊
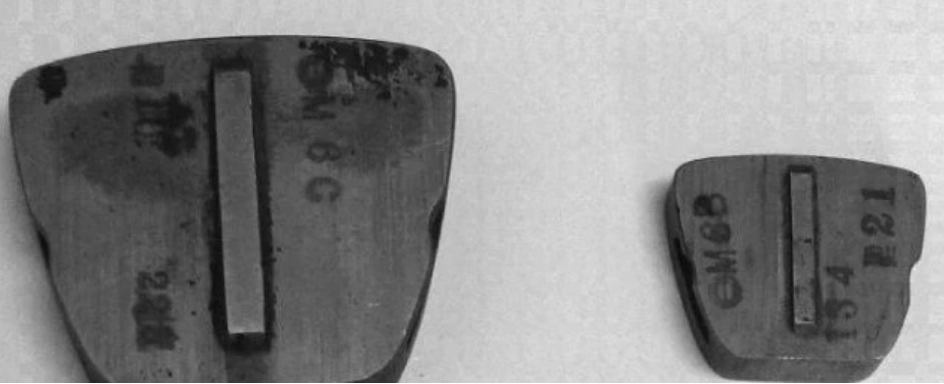
圖2-39 止推瓦塊定位
29)測量軸瓦的間隙以后,安裝測振探頭。將軸瓦上蓋安裝好,并均勻地上緊螺栓(見圖2-34),安裝前,要研磨結合面。
30)檢查壓縮機所有易損件的磨損情況:
①檢查主軸瓦,巴氏合金層應與機體結合良好,如果表面有裂紋、脫層、氣孔、夾渣等缺陷必須更換。軸瓦的間隙應符合規定,若超過規定值的1.3倍,應進行更換。瓦塊與軸頸配合接觸面積應占工作面積的75%以上,瓦塊在瓦座內應擺動靈活,無卡塞現象。
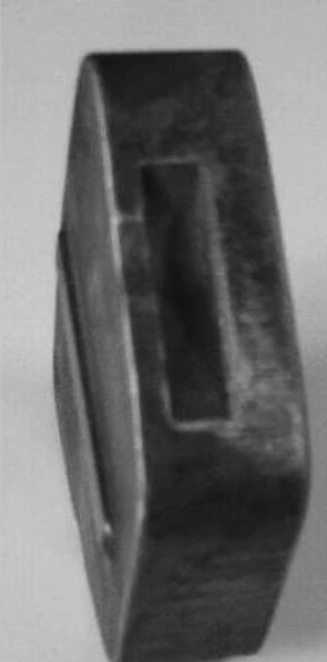
圖2-40 定位槽
②檢查止推瓦塊的磨損情況,巴氏合金層如有脫層、裂紋、氣孔、夾渣等缺陷,一般應全套更換。更換瓦塊時,分別測量每塊瓦的厚度,每塊瓦的厚度差應小于0.02mm。
③浮動密封表面的巴氏合金層著色檢查應無裂紋,外觀檢查應無徑向磨痕,浮環的圓度偏差小于0.02mm。
④機械密封動環與靜環的密封面應平整光滑,密封面配合用透光尺檢查無漏光現象,密封面表面粗糙度值Ra應低于0.025μm。靜環與軸向密封環的配合要緊密,彈簧的壓縮量為4.6mm,如果密封面磨損,要更換新的機械密封組件。
⑤停車以后,迷宮內密封環的溝槽會被塑化物堵塞,因此,現場一般更換新的迷宮密封組件。
31)更換殼體上的兩道O形環,如圖2-41所示(見圖2-13)。O形環的材質選用氟橡膠材料。
32)更換殼體上的迷宮密封,如圖2-42所示。

圖2-41 葉輪殼體上的O形環
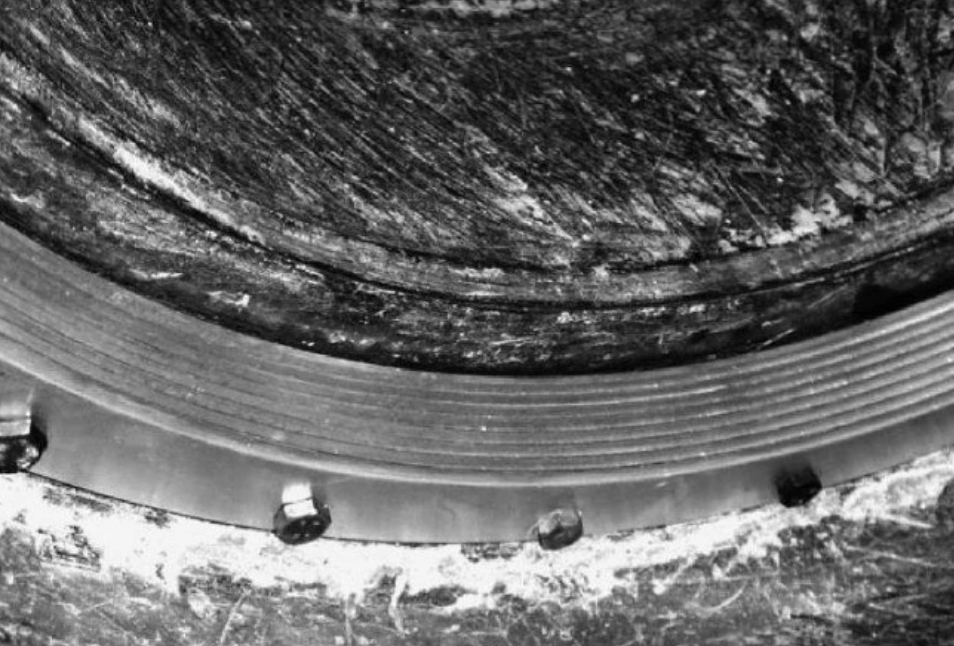
圖2-42 殼體上的迷宮密封
對于整個離心式壓縮機而言,第四階段的拆卸比較復雜,特別是密封部分。為了對第四階段的步驟敘述得更為直觀和明晰,現把現場拆卸的圖片組合在一起,這樣更容易記住步驟(見圖2-43~圖2-60)。
在圖2-43中,中間的內六方螺母為緊固螺母,側面的螺釘為鎖緊螺釘。
在圖2-53中,墊片與定位銷之間成90°的角度。
圖2-58為機械密封組件,按著實際運行時的位置擺放,安裝時,就按圖片中的順序和方位進行安裝。
注意:不要忘記安裝機械密封動環和靜環上的O形環,如圖2-59和圖2-60所示。安裝前要測量O形環的線徑,保證O形環的壓縮量。

圖2-43 拆下葉輪緊固螺栓

圖2-44 卸下葉輪上的四條螺栓

圖2-45 取下葉輪鎖緊帽
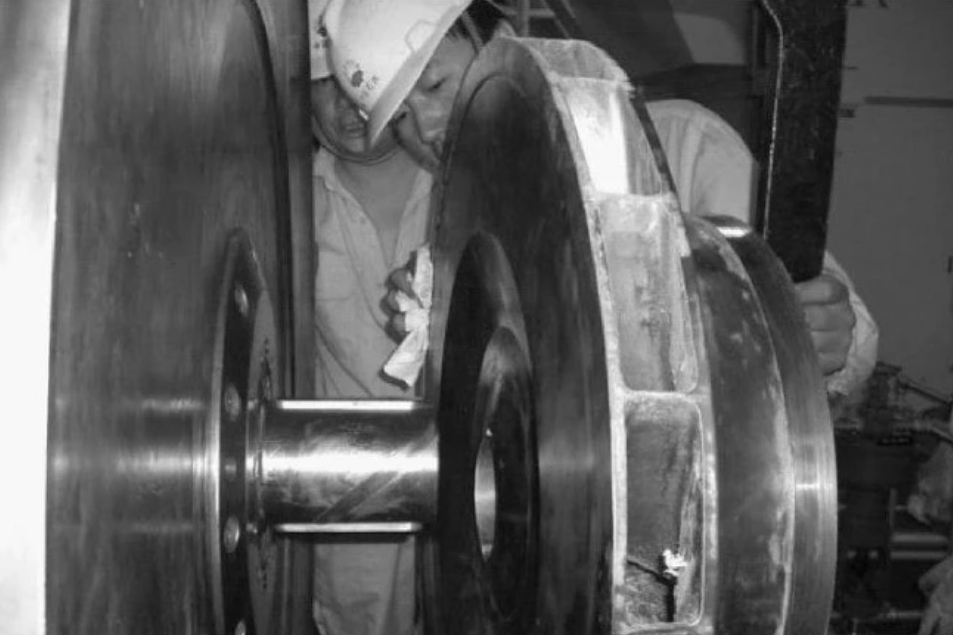
圖2-46 用專用工具取下葉輪

圖2-47 取出傳動葉輪的兩個平鍵
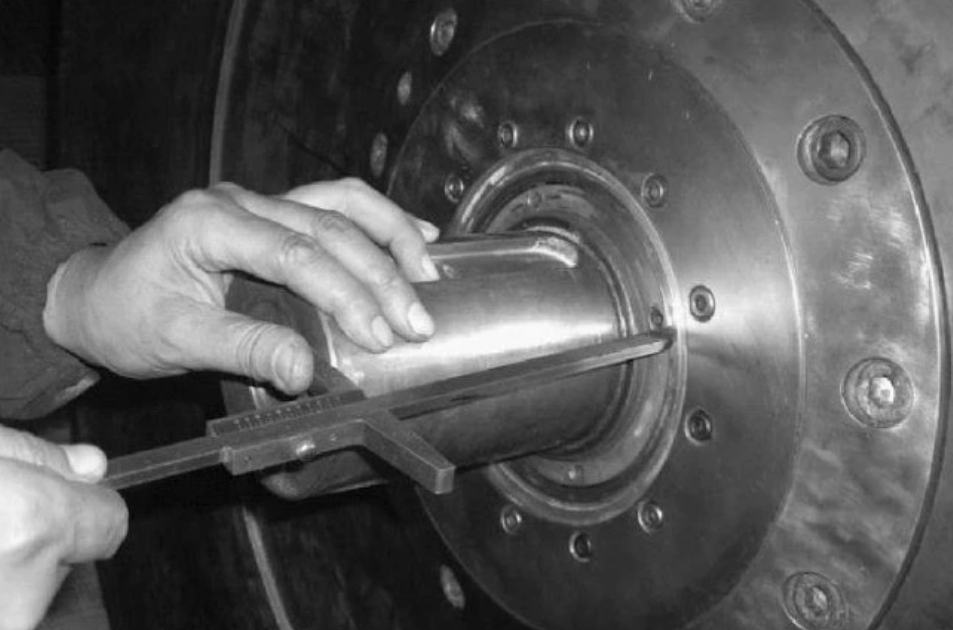
圖2-48 測量止推盤到軸端面的距離

圖2-49 松開止推盤鎖緊螺母

圖2-50 取出停車密封組件
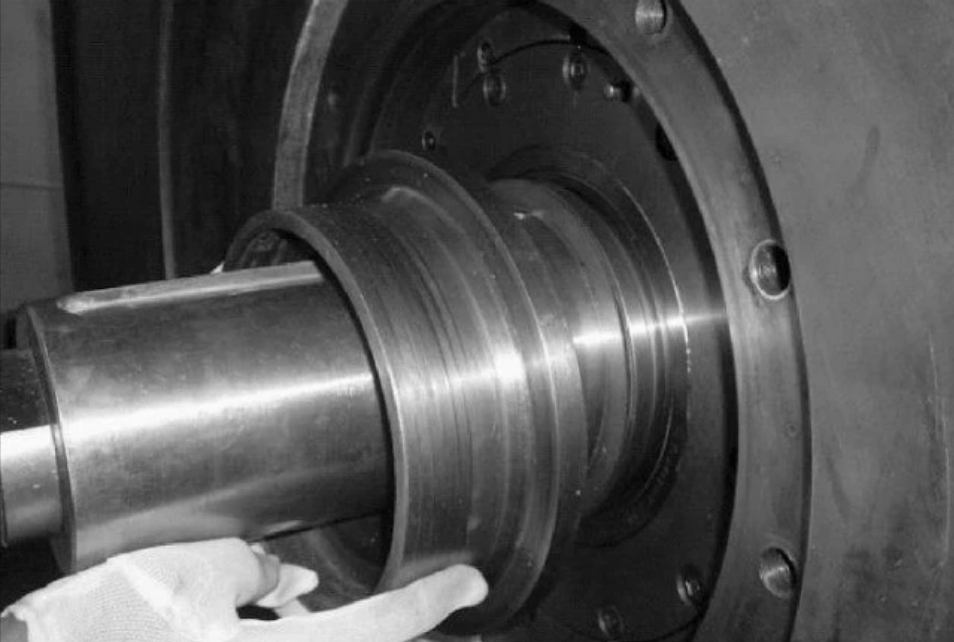
圖2-51 卸下止推盤及定位鍵
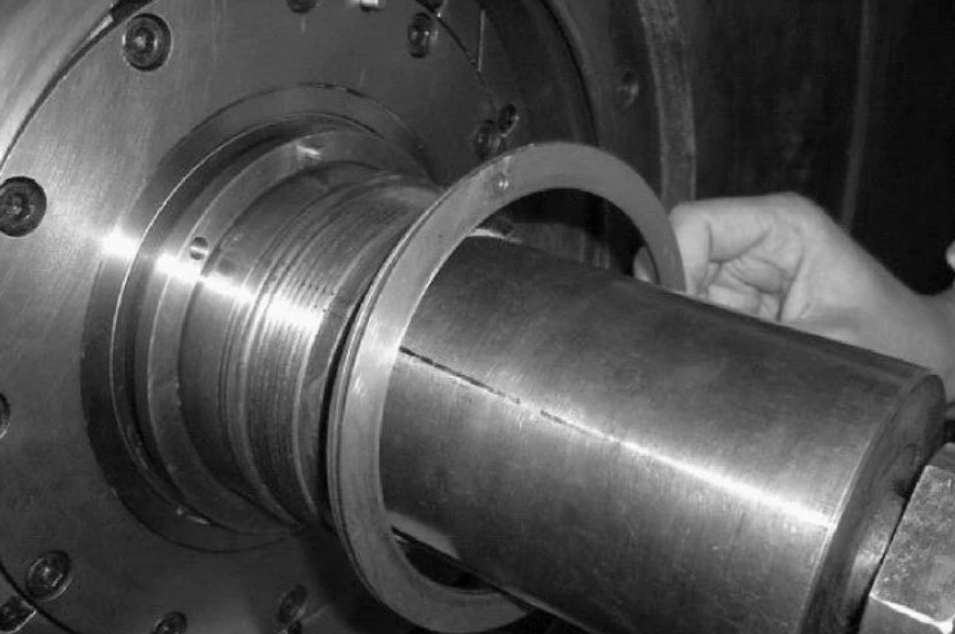
圖2-52 取出調節墊

圖2-53 注意墊片與定位銷為90°
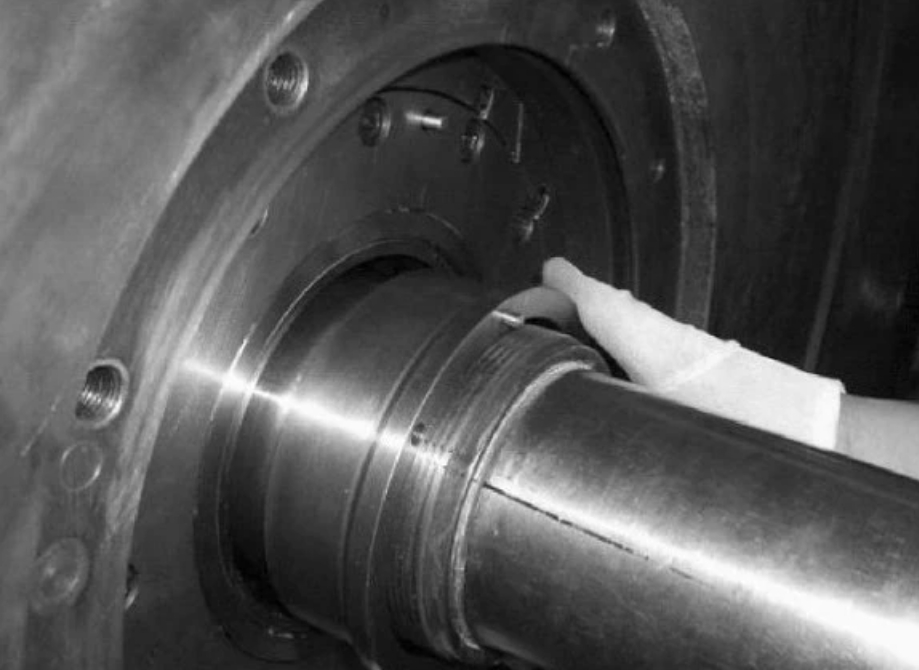
圖2-54 取出間隔套

圖2-55 測量機械密封靜環端面與軸端距離
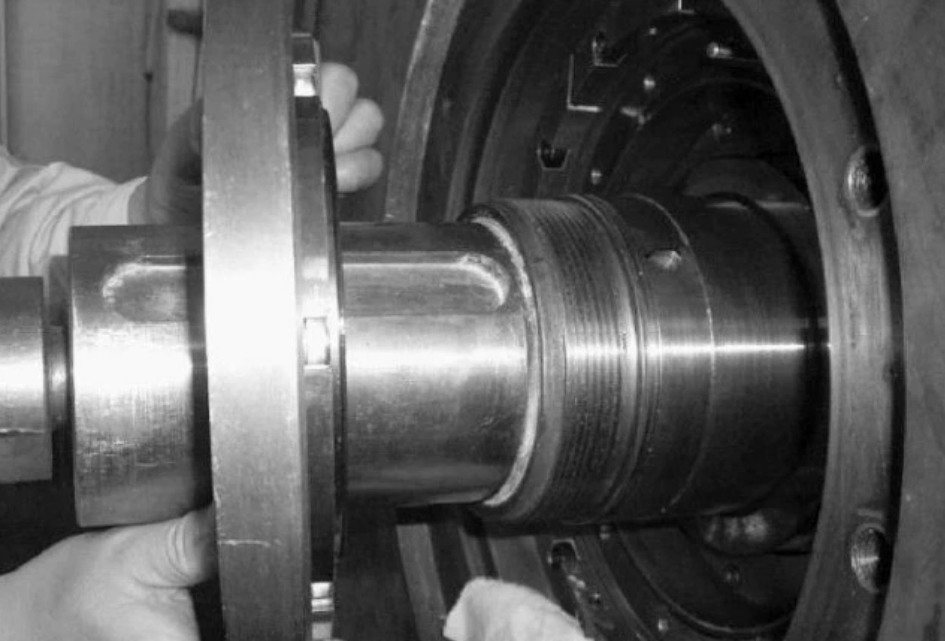
圖2-56 卸下固定螺釘并取出靜環

圖2-57 取出機械密封動環

圖2-58 機械密封組件
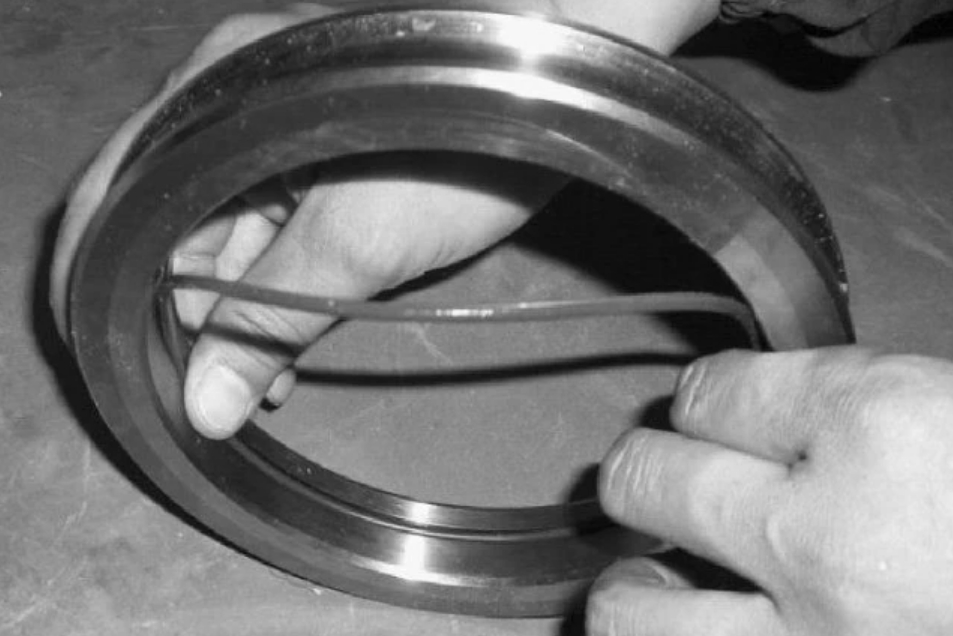
圖2-59 O形環(動環)

圖2-60 O形環(靜環)
(5)第五階段的步驟
1)安裝止推瓦和主軸瓦,一般情況下,當配合間隙沒有超出標準值時,不需要更換止推瓦和主軸瓦。
2)安裝測量振動的探頭。
3)安裝機械密封。機械密封是重要部件,一旦出現泄漏就要重復檢修,安裝與拆卸相反順序即可。如果機械密封在庫房內存放的時間較長,比如超過了五年,要更換新的O形環。
4)安裝軸套、調整墊、平衡盤及平衡盤鎖緊螺母,安裝停車密封。與拆卸的順序相反進行安裝。
5)清理葉輪表面的塑化物,同時清理離心機內部的塑化物,可以用干冰進行清理。
6)安裝兩個傳動鍵,安裝固定螺釘。
7)安裝葉輪,上緊葉輪固定螺母,上緊4個鎖緊螺釘。
8)用起重機將擴壓器吊至殼體處,將專用支架裝在殼體上,將支承杠桿固定于入口端,并將擴壓器安裝到位。
9)系好鋼絲繩,將葉輪整體推入壓縮機殼體內,如圖2-61所示。用壓縮機殼體底部設置的兩個絲杠,在壓縮機的兩側轉動螺母,用絲杠將葉輪軸外殼整體推進去,兩側要均勻。
10)利用壓板將葉輪整體安裝到位,如圖2-62所示。用壓板將其頂到止口位置。
圖2-61 安裝葉輪

圖2-62 用壓板安裝葉輪
11)安裝里面的卡環,從下面的卡環開始裝,然后裝左面和右面位置的卡環,最后安裝上面的。
12)用專用工具安裝外面的卡環,如圖2-63所示。卡環用相同曲率的圓環托住,在起重機的配合下,裝入對應的位置。安裝時從下面的卡環開始裝,然后裝左面和右面位置的卡環,最后裝上面的,卡環之間的間隙要均勻。裝完以后,上緊卡環固定螺栓。
13)安裝葉輪支架的地腳螺栓。
14)拆除所有的專用工具支架等。
(6)第六階段的步驟
1)按照聯軸器的標記安裝,如圖2-64所示。螺栓為英制標準,螺栓為十二角,螺母為六角,該聯軸器螺栓為專門制作的,螺栓孔采取鉸孔加工,確保螺栓與孔的緊密配合,每條螺栓均勻受力,不要使用其他螺栓替代。由于螺栓頭部為十二個角,應使用專用套筒扳手,螺栓的擰緊力矩為9.8~11.76N·m。

圖2-63 安裝卡環
2)要調節好聯軸器與連接法蘭的間隙,如圖2-65所示,δ=0~0.5mm。留有這個間隙的目的是保證聯軸器在運行時不受軸向力。
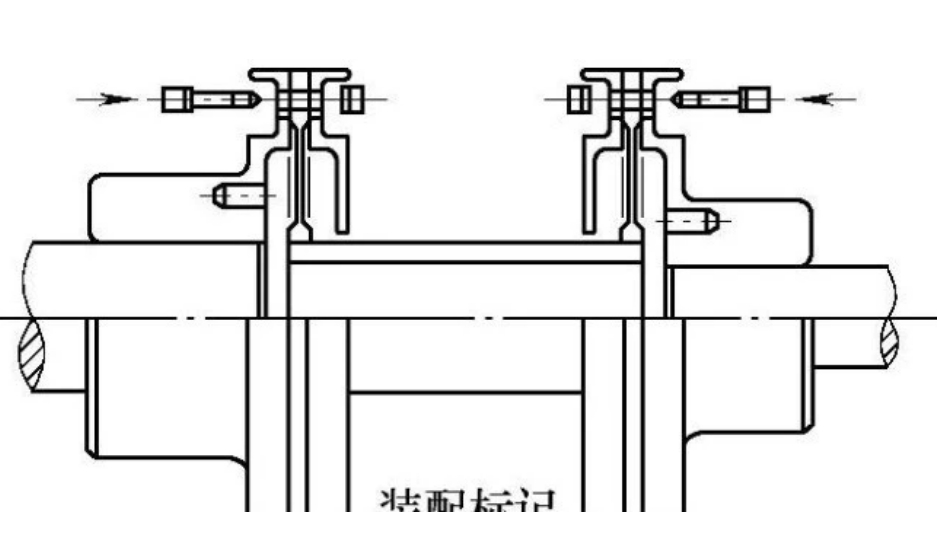
圖2-64 聯軸器示意圖
3)聯軸器找正。聯軸器找正的標準是,軸向偏差小于0.03mm,徑向偏差小于0.05mm。基本的方法可以用兩個千分表進行找正,分別測量徑向和軸向偏差。現在有專門的激光對中儀器,而且適合比較大規格的聯軸器找正,方便快捷,精度也高。
4)上緊壓縮機和電動機的地腳螺栓,上緊頂絲螺栓。
5)安裝聯軸器保護罩。連接輔助管線,法蘭密封面要清理干凈,按要求使用墊片。
6)安裝管線,拆卸盲板。
7)安裝儀表元件等。
8)清理檢修現場,把檢修的設備擦干凈。
9)潤滑油箱吹掃、清理合格,加入潤滑油,36#工業白油,加注量為180kg,油位的高度,注入油箱頂以下50mm位置。
10)設備手動盤車。
11)辦理送電等相關手續,準備開車試運轉。
12)起動電動機試運轉,檢查運行狀態,記錄運行參數,按表2-1的內容進行測量和記錄。